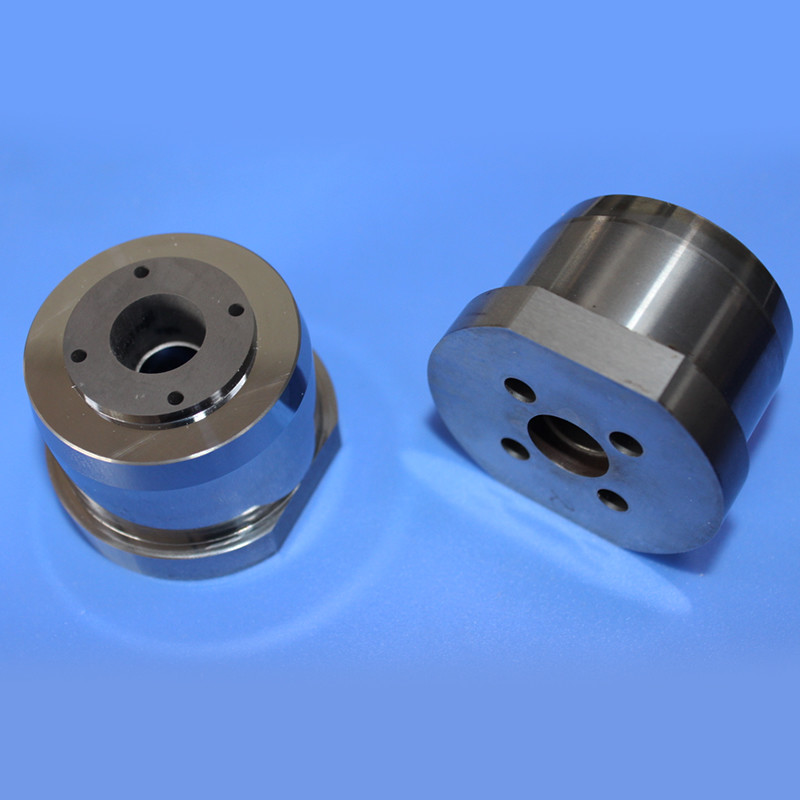
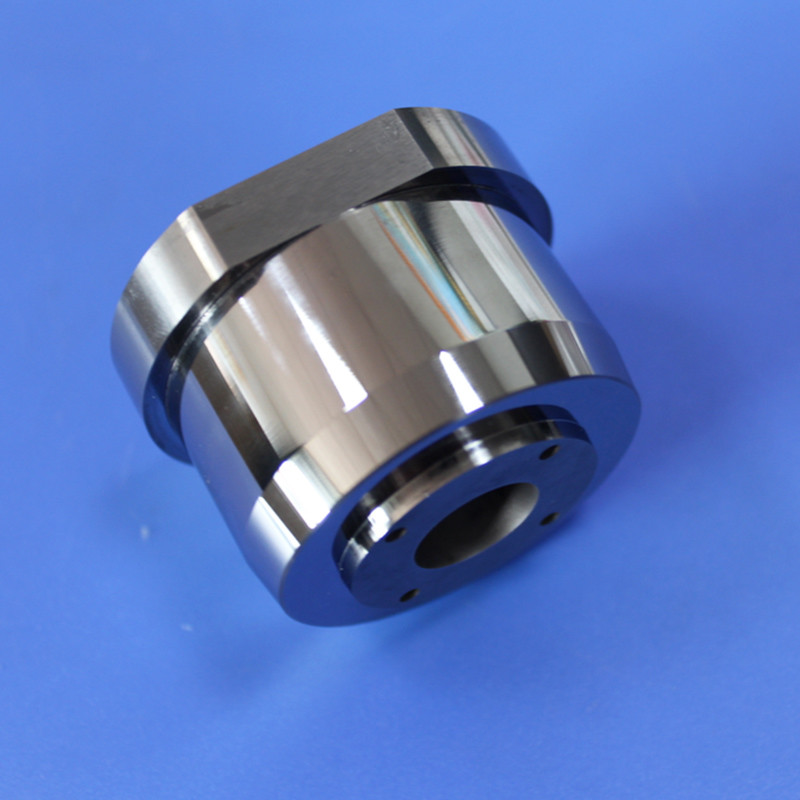
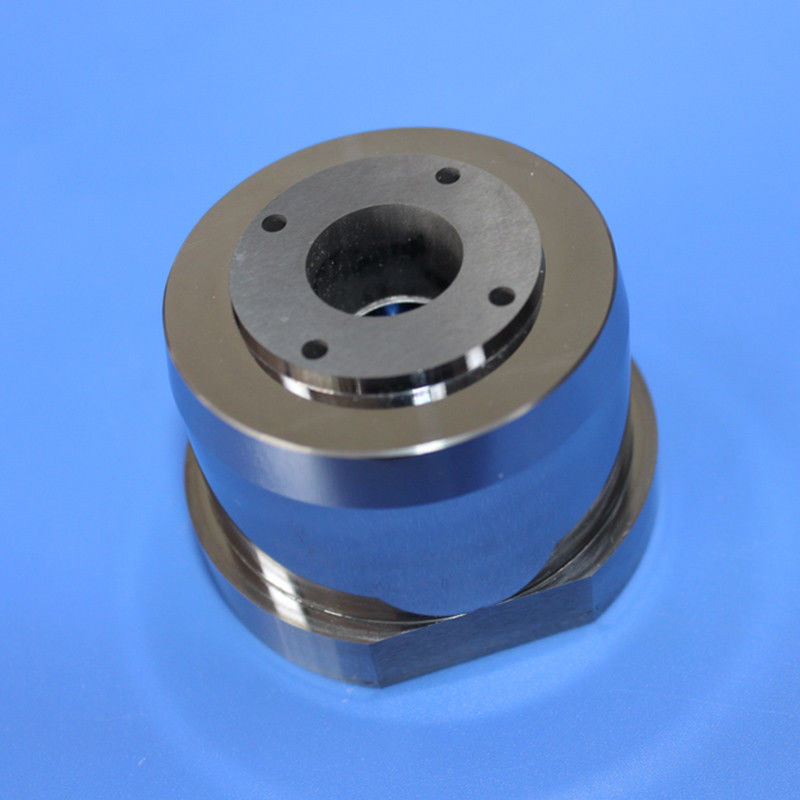
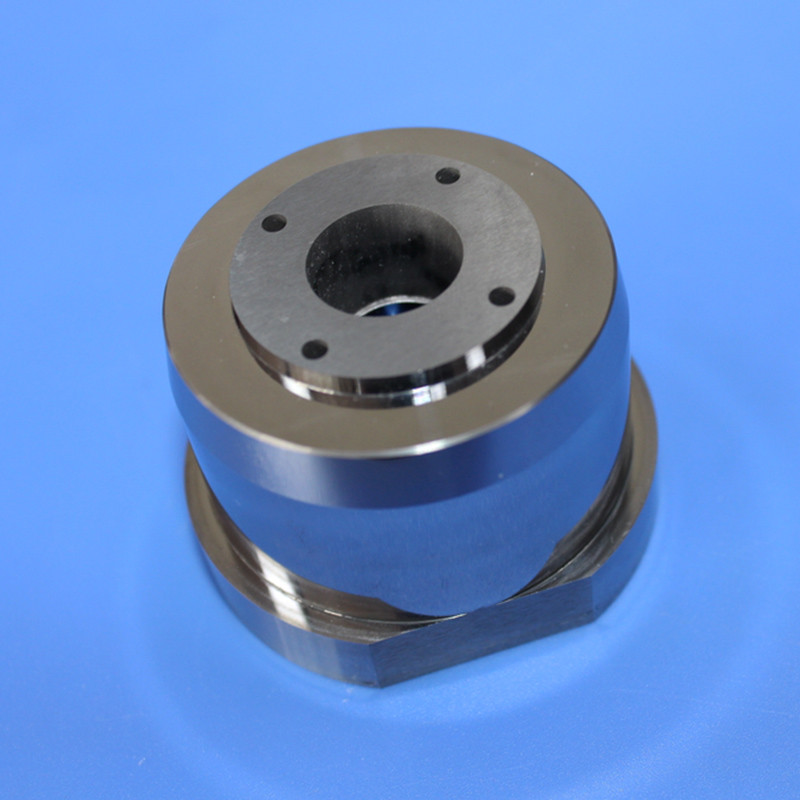
Inti Cetakan Karbida Non-Magnetik Premium dengan Material Tungsten Tetap
Inti cetakan baja tungsten, juga dikenal sebagai inti cetakan karbida tungsten, adalah komponen perhiasan yang sangat tahan lama dan tahan aus yang diproduksi dengan menggabungkan karbida tungsten dengan pengikat logam, biasanya kobalt atau nikel non-magnetik.
Komposisi Material
Paduan nikel tungsten biasanya mengandung persentase tinggi tungsten (90-97%) dan nikel (3-10%), dengan kemungkinan penambahan besi atau tembaga untuk meningkatkan sifat tertentu.
Sifat Material
Paduan ini menawarkan kepadatan tinggi, konduktivitas termal dan listrik yang sangat baik, dan ketahanan korosi yang baik, menjadikannya ideal untuk komponen tugas berat yang beroperasi dalam kondisi yang keras.
Tujuan Aplikasi
Bahan mentah ini berfungsi sebagai bahan awal untuk memproduksi rongga rotor dalam komponen penting untuk mesin putar, turbin, pompa, dan kompresor. Bahan mentah rongga rotor paduan nikel tungsten memastikan ketahanan, keandalan, dan umur panjang dalam rakitan rotor berkinerja tinggi, berkontribusi pada mesin yang efisien dan tahan lama.
Fitur Produk
Proses Pencetakan Pra-fabrikasi
Proses ini menggunakan cetakan yang telah dirancang sebelumnya untuk membuat komponen dengan bentuk dan fitur yang diinginkan, memungkinkan produksi yang efisien dan hemat biaya dengan langsung membentuk elemen seperti desain tiga lubang.
Pengurangan Biaya
Pencetakan pra-fabrikasi meminimalkan atau menghilangkan operasi pemesinan tambahan, mengurangi biaya produksi dengan menghemat waktu, tenaga kerja, dan material yang terkait dengan proses sekunder seperti pengeboran atau penggilingan.
Fleksibilitas Desain
Proses ini mengakomodasi berbagai desain benda kerja yang kompleks, termasuk pola rumit dengan lubang internal dan komponen berulir, memungkinkan produksi bagian dengan berbagai bentuk, ukuran, dan fungsionalitas.
Peningkatan Efisiensi
Cetakan yang telah dirancang sebelumnya memastikan replikasi fitur yang konsisten dan akurat di berbagai benda kerja, mempertahankan standar kualitas sambil mengurangi kesalahan dan meningkatkan efisiensi produksi secara keseluruhan.
Pertimbangan Material
Pemilihan material sangat penting untuk kompatibilitas dengan teknik pencetakan dan memenuhi persyaratan benda kerja akhir. Material umum meliputi logam, plastik, komposit, dan keramik.
Adaptasi Proses
Pencetakan pra-fabrikasi beradaptasi dengan berbagai metode manufaktur termasuk cetakan injeksi, pengecoran, atau ekstrusi, tergantung pada material, kompleksitas desain, volume produksi, dan pertimbangan biaya.
Kontrol Kualitas
Terlepas dari keunggulan biaya, langkah-langkah kontrol kualitas yang komprehensif termasuk inspeksi rutin, pemeriksaan dimensi, dan pengujian material memastikan benda kerja yang diproduksi memenuhi spesifikasi dan standar yang diperlukan.
Parameter Teknis
| Grade |
Kepadatan (g/cm³) |
Kekuatan Tekuk (TRS) |
Kekerasan (HRA atau HV) |
Porositas |
Kinerja dan Aplikasi |
| SXL03 |
14.95-15.11
15.15-15.35 |
1130-1300 |
91.5 |
|
Ketahanan aus yang baik; digunakan untuk cetakan gambar berukuran kecil |
| SXL06 |
14.88-15.04
14.85-15.05
14.0-14.95 |
1530-1550
1580 |
89.5 |
2.0-1.6 |
Ketahanan aus yang baik; digunakan untuk cetakan gambar baja (≤20mm) dan logam karbida/non-ferrous (≤35mm) |
| SXL08 |
14.65-14.85
14.65-14.85 |
1840-2100 |
89.0 |
2.0-1.6 |
Ketangguhan dan ketahanan aus yang baik; digunakan untuk cetakan gambar baja (≤50mm) dan logam karbida/non-ferrous (≤30mm) |
| SXL30 |
14.29-14.49 |
1910 |
HV:1210 |
|
Kekuatan dan ketangguhan yang sangat baik; digunakan untuk cetakan gambar untuk pipa dan batang benda kerja |
| SXL50 |
13.86-14.06
13.95-14.15 |
2060-2220 |
86.5 |
|
Kekuatan dan ketangguhan yang sangat baik; digunakan untuk cetakan gambar untuk pipa, batang, dan pelat benda kerja |


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!